Email Us:
[email protected]

Vibrating screens stand as a cornerstone of rock processing operations, facilitating the separation of particles, classification of materials, and assurance of product quality. Their multifaceted functions significantly contribute to the efficiency, productivity, and profitability of industrial processes across a spectrum of industries.

Vibrating screens play a pivotal role in the rock processing industry, aiding in the efficient separation of different-sized particles, classifying materials, and ensuring the high quality of the end products. Their applications extend across diverse industries such as mining, construction, aggregates, and recycling.
One of the central functions of vibrating screens in rock processing is to segregate particles of varying sizes. Raw materials extracted from quarries or mines often comprise a mixture of particles with diverse dimensions. Vibrating screens use vibrations to induce the separation of these particles based on their size. The process is achieved by passing the mixture of materials over a screen with apertures of specific sizes. As the screen vibrates, smaller particles pass through the openings, while larger particles are retained. This segregation is pivotal for further processing, as it ensures that materials of the desired size are directed towards the subsequent stages, enhancing the overall efficiency of the process.
Vibrating screens also serve as a powerful tool for classifying materials based on their specific characteristics. Different materials have varying properties, such as density, moisture content, and abrasiveness. By classifying materials into various categories, vibrating screens enable efficient processing by directing each category to the appropriate downstream processes. This classification enhances not only the quality of the final product but also the overall operational efficiency of the processing plant.
In industries where the quality of the end product is of paramount importance, vibrating screens play a critical role in maintaining and ensuring that quality. These screens remove unwanted contaminants and impurities from the raw materials, resulting in a purer and higher-quality end product. For instance, in the aggregates industry, vibrating screens can eliminate oversized or undersized particles, ensuring that the final product adheres to precise specifications. This is particularly crucial in industries where the end product’s characteristics directly impact its market value and performance.
The implementation of vibrating screens in rock processing significantly enhances process efficiency. By accurately segregating materials based on size and characteristics, vibrating screens streamline subsequent processing stages. This reduces the likelihood of overloading downstream equipment and minimizes energy wastage, ultimately leading to a more efficient production process.
Vibrating screens play a pivotal role in preventing potential disruptions in the processing line. By ensuring that only appropriately sized particles are directed to downstream processes, these screens reduce the risk of equipment blockages and breakdowns. This reduction in downtime translates to higher productivity and lower maintenance costs, contributing to the overall profitability of the operation.
Vibrating screens contribute to improved material handling processes. By pre-sorting materials according to size and characteristics, these screens optimize the flow of materials through the processing plant. This, in turn, allows for smoother material handling and reduced wear and tear on equipment. Moreover, optimized material handling minimizes the need for manual intervention, creating a safer working environment for plant personnel.
Modern vibrating screens are designed with a high degree of customization and adaptability. They can be tailored to suit the specific requirements of the processing plant, accommodating a wide range of feed materials and operational conditions. This flexibility ensures that the vibrating screens remain efficient and effective across various applications, further contributing to their value.
Utilizing vibrating screens in rock processing can have positive environmental implications. By efficiently segregating materials, these screens help reduce the consumption of resources and energy, leading to a smaller environmental footprint. Moreover, the enhanced efficiency and reduced downtime translate to lower overall emissions and waste generation, aligning with sustainability goals.

Vibrating screens play a crucial role in the rock processing industry, facilitating the separation of different sizes of rocks and minerals. These versatile machines are used across various industries, such as mining, construction, and aggregate production. Different types of vibrating screens are employed to cater to specific rock processing needs, each designed with unique principles and advantages.
Inclined vibrating screens, also known as circular motion screens, operate at an angle and employ a circular motion to convey material across the screen surface. These screens are particularly useful for applications where high-capacity screening is required. The design of inclined screens utilizes gravitational forces to move material down the screen, ensuring efficient separation of different sizes of rocks.
One of the advantages of inclined screens is their ability to handle a wide range of materials and feed sizes. The circular motion helps prevent plugging and blinding of the screen openings, ensuring a consistent screening process. Additionally, inclined screens are well-suited for wet applications as they effectively drain water from the material.
Horizontal vibrating screens operate in a linear motion, moving material from one end of the screen to the other. These screens are ideal for applications where precise sizing and efficient separation are critical. Unlike inclined screens, horizontal screens utilize a horizontal vibration that agitates the material, aiding in the separation process.
One of the key advantages of horizontal screens is their ability to handle high capacities while maintaining accurate sizing. The linear motion of the screen deck ensures that each particle has ample opportunity to pass through the screen openings. Horizontal screens are commonly used in scalping applications, where the goal is to remove oversized material before further processing.
High-frequency vibrating screens are designed to operate at a higher frequency than conventional vibrating screens, typically in the range of 3,000 to 4,000 vibrations per minute. This increased frequency enhances the separation process, especially for fine materials. High-frequency screens utilize a linear vibration, similar to horizontal screens, to efficiently convey and separate material.
The design principle behind high-frequency screens is the ability to create a thin bed of particles on the screen deck. This thin bed improves the chances of fine particles passing through the openings, resulting in better separation efficiency. High-frequency screens are particularly effective for fine particle separation, making them valuable in applications such as dewatering and fine material classification.
Banana vibrating screens are characterized by their unique shape, resembling the curve of a banana. This design allows for multiple slopes or angles along the screen deck, which enhances the material flow and separation efficiency. Banana screens are particularly useful for processing high-capacity and fine materials.
The curved design of banana screens prevents material from becoming trapped in the screen openings, reducing the risk of plugging and blinding. The varying slopes also help in stratifying the material, allowing larger particles to move towards the top while finer particles pass through. This design principle results in improved efficiency and better screening performance.
Each type of vibrating screen offers distinct advantages based on the specific needs of rock processing:
These screens are versatile and well-suited for a wide range of materials and applications. They are efficient in handling both dry and wet materials, making them suitable for various industries.
Horizontal screens excel in accurate sizing and efficient scalping. They are particularly effective in removing oversized material, which improves downstream processing efficiency.
High-frequency screens are perfect for fine particle separation and dewatering applications. Their ability to create a thin particle bed enhances separation efficiency for smaller particles.
Banana screens are ideal for high-capacity and fine material processing. The unique shape and varying slopes contribute to efficient material flow and reduced plugging.
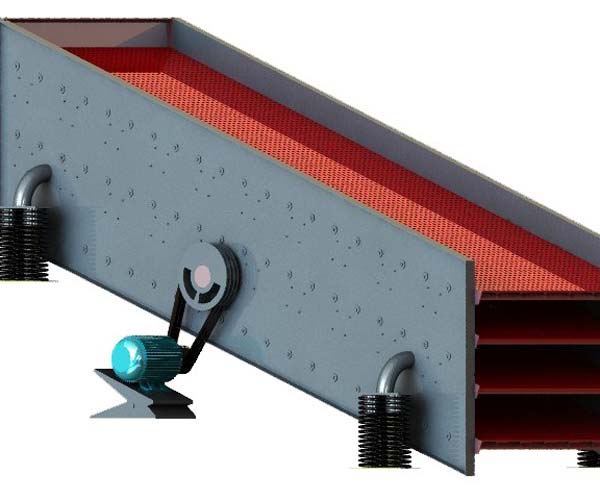
In the realm of material processing and mining, vibrating screens play a pivotal role in separating and sizing various substances, from granular rocks to fine powders. These robust machines utilize a combination of components to perform their intricate dance of sorting, all while handling significant loads and ensuring efficiency.
At the heart of every vibrating screen is the screen deck, a framework made up of a series of horizontal or inclined layers designed to hold the screening media and the material being processed. The screen deck serves as the primary surface upon which the separation process takes place. It’s engineered to endure immense vibration and impact forces while maintaining its structural integrity.
The screen deck is typically composed of multiple panels, each containing apertures through which particles of varying sizes pass. These apertures are strategically sized to allow particles smaller than the desired separation size to pass through, while larger particles are retained on the screen for further processing. The arrangement of panels and the design of the apertures significantly influence the efficiency and accuracy of the separation process.
Central to the operation of a vibrating screen is the vibrator mechanism. This component imparts controlled vibrations onto the screen deck, inducing a cyclical motion that facilitates the movement of particles across the screen surface. The vibrator mechanism can be either a single point vibrator for circular motion screens or a linear motion mechanism for linear screens.
These vibrations have several important functions. Firstly, they promote the movement of material across the screen, allowing smaller particles to pass through the apertures and larger particles to be conveyed along the surface for further processing. Secondly, vibrations help prevent the screen apertures from becoming clogged with material, which could otherwise impede the separation process. Finally, the controlled vibrations aid in stratifying the material, allowing particles of different sizes to settle into distinct layers on the screen deck, further enhancing the separation efficiency.
Screen media, also known as screening media, is the material that covers the screen deck and contains the apertures through which particles pass. The choice of screen media is crucial as it directly impacts the efficiency and accuracy of the separation process. Different materials are employed based on factors such as the type of material being processed, desired separation size, and the operating conditions.
Common types of screen media include woven wire, polyurethane panels, rubber, and perforated plates. Woven wire screens are durable and well-suited for heavy-duty applications, while polyurethane panels offer excellent wear resistance and are particularly effective in wet applications. Rubber screens are used for their impact resistance, and perforated plates are suitable for specialized applications where precise sizing is required.
The interaction between the screen media and the material being processed is central to achieving efficient separation. As material passes over the screen surface, particles that are smaller than the apertures fall through, while larger particles are retained on the screen. This process ensures that the material is effectively sorted into different size fractions.
The synergy between the screen deck, vibrator mechanism, and screen media is what enables vibrating screens to achieve efficient rock sizing and separation. The controlled vibrations generated by the vibrator mechanism cause the material to move strategically across the screen deck. As the material progresses, particles of varying sizes interact with the apertures in the screen media. This interaction effectively separates the material into different size fractions, ensuring that each fraction meets the desired specifications.
Efficiency in separation is not solely dependent on the design and quality of the components but also on the proper operation and maintenance of the vibrating screen.
To ensure that vibrating screens continue to perform optimally, proper maintenance and operation are paramount. Regular maintenance includes tasks such as inspecting and tightening bolts, lubricating moving parts, and replacing worn or damaged screen media. Neglecting these maintenance tasks can lead to premature wear and tear of components, decreased separation efficiency, and even unexpected downtime.
In terms of operation, it’s crucial to adhere to manufacturer guidelines and recommended operating parameters. Operating a vibrating screen beyond its specified capacity or using incorrect settings can strain components, leading to reduced performance and potentially damaging the equipment. Additionally, proper feed and material handling practices contribute to the longevity of the screen and prevent excessive wear.

Indonesia, with its vast natural resources and growing industrial landscape, has witnessed a surge in technological advancements that enhance operational efficiency across various sectors. One such technology that has significantly impacted multiple industries is the vibrating screen. Vibrating screens, which are devices that separate materials into different sizes, have found widespread use in sectors ranging from mining to agriculture, contributing to improved processes and higher productivity.
The mining industry forms the backbone of Indonesia’s economy, with coal and minerals being significant contributors. Vibrating screens play a crucial role in this sector by efficiently segregating materials based on their sizes, enabling a streamlined mining process. In coal mining, vibrating screens are utilized to separate coal particles of varying sizes for further processing. These screens ensure that only coal of the desired size enters the processing plant, reducing wastage and optimizing resource utilization.
Furthermore, Indonesia’s mineral-rich landscape benefits from vibrating screens in mineral processing plants. For instance, during nickel mining, vibrating screens are used to segregate nickel ore into different grades. This not only enhances the quality of the final product but also increases the efficiency of the extraction process. In quarrying, vibrating screens are employed to classify and sort aggregates, ensuring that only materials of the required sizes are utilized for construction and infrastructure projects.
The construction sector in Indonesia is booming, driven by urbanization, infrastructure development, and a growing population. Vibrating screens are a cornerstone of this industry, as they assist in the efficient production of aggregates and building materials. In concrete production, these screens are used to segregate and classify different sizes of aggregates, ensuring the uniformity and quality of the final mix. This not only enhances the structural integrity of buildings but also reduces material wastage.
Moreover, during asphalt production, vibrating screens aid in the separation of asphalt mixes into different sizes, which are then blended to create high-quality road surfaces. The screens enable construction companies to optimize the usage of materials, resulting in cost savings and improved sustainability.
Agriculture forms the backbone of Indonesia’s rural economy. Vibrating screens have revolutionized this sector by enhancing the efficiency of soil and compost processing. In agriculture, soil quality is paramount for successful cultivation. Vibrating screens are employed to sift and separate soil particles based on size, allowing farmers to utilize soil that is best suited for different crops. This technology ensures optimal plant growth and higher yields.
Additionally, compost processing, which involves the decomposition of organic waste to create nutrient-rich soil amendments, benefits from vibrating screens. These screens assist in segregating compost materials according to their particle sizes. This results in high-quality compost that can be used to enrich agricultural soil, promoting sustainable farming practices and reducing the environmental impact of waste disposal.
Several success stories highlight the effectiveness of vibrating screens across various Indonesian industries. For example, in the coal mining sector, a prominent mining company reported a significant increase in coal quality and processing efficiency after implementing vibrating screens. This led to higher revenues and improved sustainability through reduced waste.
In the construction industry, a major infrastructure development project utilized vibrating screens to sort aggregates for concrete production. This resulted in a more consistent and durable concrete mix, contributing to the longevity of the constructed structures.
In agriculture, small-scale farmers in rural areas embraced vibrating screens to sort and prepare soil for cultivation. This led to increased crop yields and improved livelihoods, demonstrating the technology’s impact on grassroots development.
Our Projects
 No. 1688, East Gaoke Road,Pudong new district, Shanghai, China
No. 1688, East Gaoke Road,Pudong new district, Shanghai, China
Copyright © ZENITH, All Right Reserved.

 WhatsApp:
WhatsApp:







